精度が悲しい、「ケガキ曲げ」その対応と要求値
「ケガキ曲げ」聞いた事ありますか?ひと工夫しないと普通に曲げれない時に利用する曲げ加工の方法です。実際耳にすることも無いのかもしれないのですが、頭の片隅に入れておくと後で設計変更の要求が来たりして無駄な時間を削減できるかもしれないですね。「ケガキ曲げ」とはどんなものか見ていきましょう。
「ケガキ曲げ」を知る為の知識。
先ず、ケガキ曲げを行うには条件があります。その条件とは、ベンダー(曲げ加工機)の「バックゲージが使えない形状である。」と言う事です。
ベンダーの動き。
先ずはベンダーの動きを見ていきましょう。必要な部分だけ解説していきます。
ベンダーの動きは、上型(パンチ)・下型(台)・バックゲージこの3つで完成品を調整します。勿論、細かな設定があるのですが、この3つの制御を行い曲げ加工を行うのです。
| 部品名 | 図での色 | 動き | 特徴 |
| 上型(パンチ) | 黄色 | ニュートラルから下に降りてきます。 | 先端が曲げの支点になり内Rを決めます。 |
| 下型(台) | 灰色 | 固定された金型です。 | 上型が下りてきて曲げ加工を行います。 |
| バックゲージ | 緑色 | 前後左右に動き曲げる位置の調整、 製品の大きさへの対応が可能です。 | どこで曲げるかの調整を行います。 曲げフランジの長さを決めます。 |
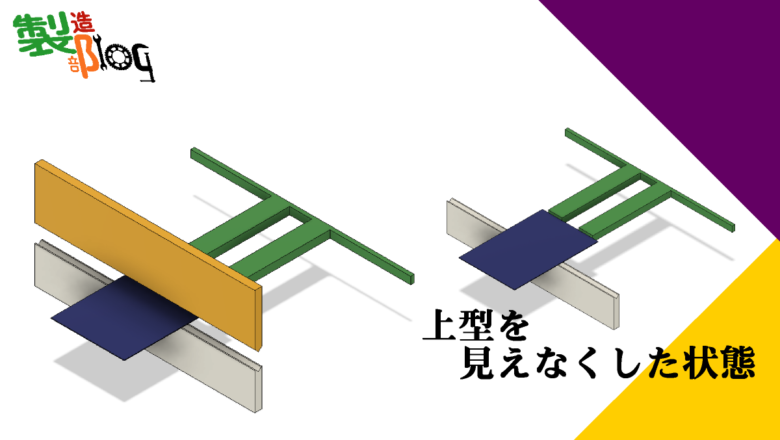
右の上型を見えなくした状態の図を確認してください、製品がバックゲージに当たっています。バックゲージの距離を設定値でコントロールを行い、「図面通り」の製品を作り上げるのです。
本題「ケガキ曲げ」が必要な形状。
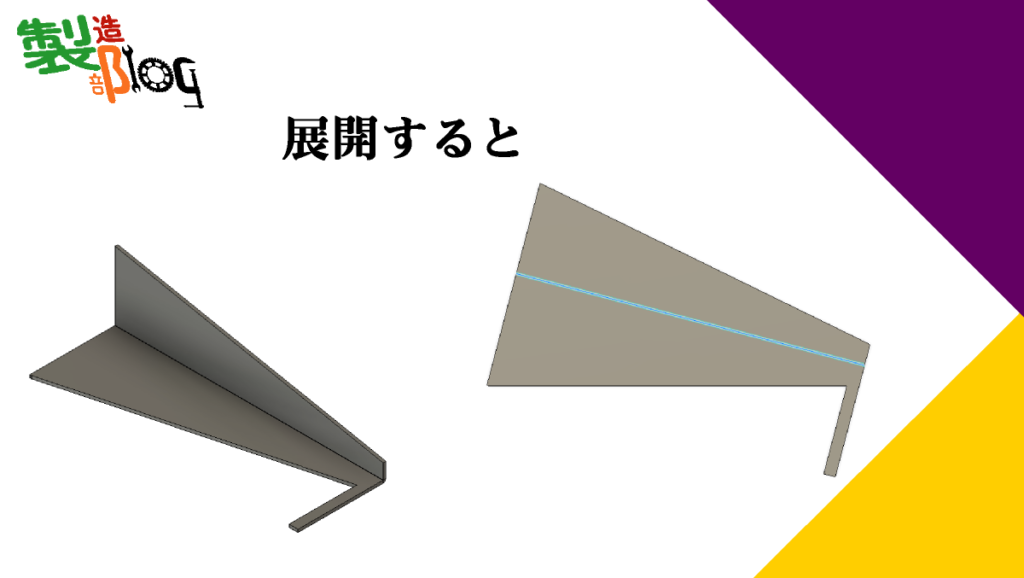
ずばり、「ケガキ曲げ」が必要な形状は、下の図のような形状です。
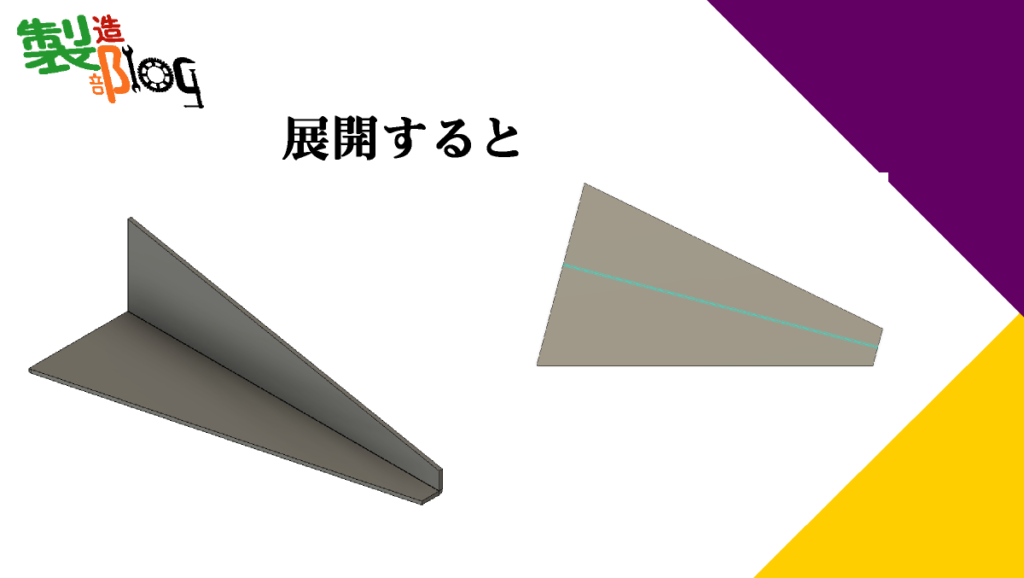
曲げの角度に対してバックゲージに当たる部分が「点」である為、加工機への数値制御が利かないのです。その為、展開した状態で「ケガキ線」を入れて、上手く金型に合うように目視で合わせて曲げるのが「ケガキ曲げ」となるのです。
「ケガキ曲げ」が必要な形状は、バックゲージに2点の接点を設け曲げることができない形状です。
対応方法。
精度を問わないのであれば、「ケガキ曲げ」はこの形状を作り出す為に一番の近道と言えるでしょう。ですが、そうそう、「精度問わず…」と言う訳にはい行かないと思います。そんな時は、工程を増やすことによって加工は可能です。
角(つの)付き加工。
バックゲージに2点当たればいいんです。だったら、もう一点を付けてしまへば、曲げることは可能です。角を付けて曲げた後にカットしてしまえば、目的の形状を精度よく作る事が可能です。
これは、以前の三角曲げの時にも行いましたね。
コスト上昇。
これは、要求値から止むを得ない結果でしょう。工程の比較として「曲げる」・「切る」・「バリ取り」の3つの工程になるので、ただ「曲げる」に比べると高くなるでしょう。
特殊な対応。
数量がある場合は、金型を作ってしまう方法もありますし、場合によっては、プレス加工で行う選択肢も生まれてきます。あなたが「いくつ作りたい」の要求値が重要になってきます。
まとめ。
可能であれば、「ケガキ曲げ」の必要な径形状は作りたくないですよね。曲げる線に対して、頂点が2点以上あるかどうかを意識するだけでコストは下がります。ご注意ください。
